
1. Der sichere Arbeitsplatz

Vorsicht: Hitze, Funkenflug, UV-Strahlen und der helle Lichtbogen beim Schweißen können die Gesundheit gefährden! Deshalb müssen Sie dem Arbeitsschutz besondere Aufmerksamkeit schenken. Zu Ihrer eigenen Sicherheit tragen Sie eine feuerfeste und möglichst vollständig abdeckende Bekleidung sowie Lederhandschuhe. Bewährt haben sich auch Lederschürzen, die den Körperbereich zusätzlich schützen. Bei der Frage, ob ein Handschild oder ein kompletter Schweißerhelm sinnvoll ist, sollten Sie beachten, dass ein Handschild zwar preiswerter ist, aber permanent von einer Hand gehalten werden muss. Ein Schweißerhelm mit Schutzglas-Visier (Schutzstufe DIN 9) hingegen ermöglicht Ihnen in jeder Situation das beidhändige Arbeiten. Übrigens: Nur eine Schutzbrille zu tragen, genügt nicht, denn die Gesichtshaut wäre weiterhin der intensiven UV-Strahlung ausgesetzt!
Beachten Sie: Bitte sorgen Sie dafür, dass auch Beobachter des Schweißvorgangs nicht ohne Augenschutz direkt in den Lichtbogen blicken dürfen!
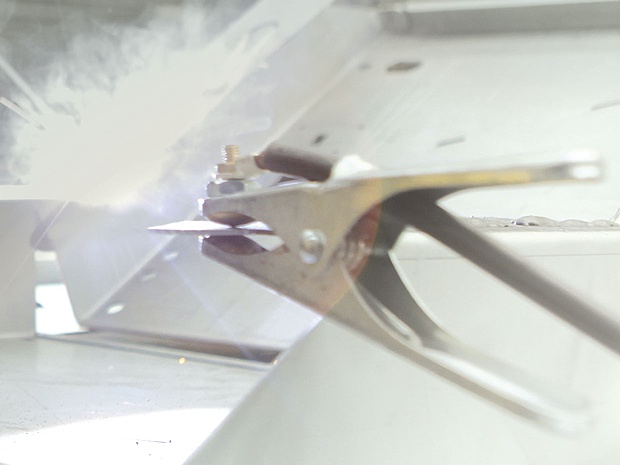

Halten Sie beim Schweißen aus Sicherheitsgründen den gesamten Arbeitsbereich immer trocken und befestigen Sie den Massepol sicher am Werkstück. Ein unsachgemäßes Anbringen oder gar Ablösen ist lebensgefährlich, weil sich der Schweißstrom beim Herabfallen der Zange einen Weg über die Arbeitsumgebung sucht! Beim Schweißen werden außerdem gesundheitsschädliche Gase, Dämpfe, Rauch und Staub frei. Schweißen Sie deshalb nur in einem gut belüfteten und feuerfesten Bereich (Funkenflug)!
Beachten Sie: Beim Elektroschweißen mit Elektrode können Sie auch problemlos draußen schweißen. Mit Schutzgas ist das in der Regel nicht möglich, da Wind das Gas von der Schweißstelle wegblasen würde.
2. Grundlagen Elektrodenschweißen (auch: Lichtbogenschweißen oder E-Handschweißen)
 Vergrösserung aufrufen
Vergrösserung aufrufen
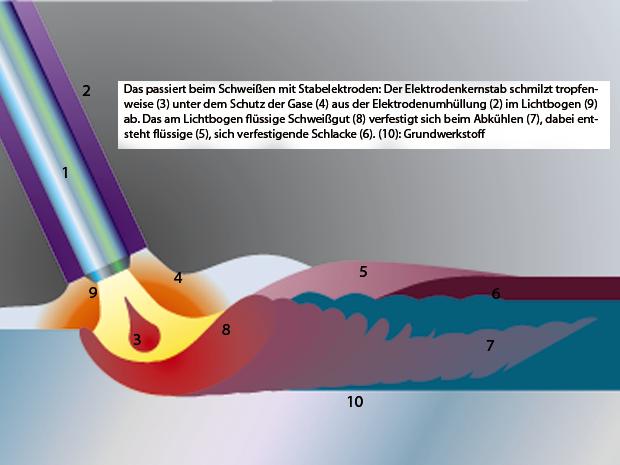
Das passiert beim Schweißen mit Stabelektroden
Der Elektrodenkernstab schmilzt tropfenweise (3) unter dem Schutz der Gase (4) aus der Elektrodenumhüllung (2) im Lichtbogen (9) ab. Das am Lichtbogen flüssige Schweißgut (8) verfestigt sich beim Abkühlen (7), dabei entsteht flüssige (5), sich verfestigende Schlacke (6). (10): Grundwerkstoff
 Vergrösserung aufrufen
Vergrösserung aufrufen
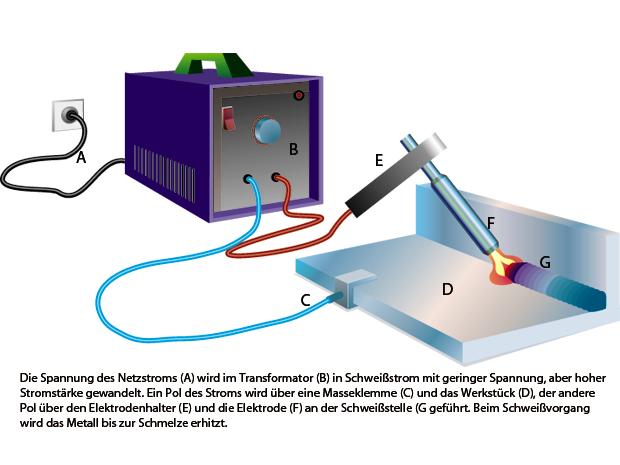
Prinzip Elektroschweißen
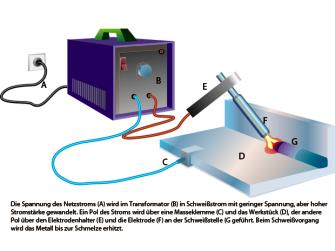
Die Spannung des Netzstroms (A) wird im Transformator (B) in Schweißstrom mit geringer Spannung, aber hoher Stromstärke gewandelt. Ein Pol des Stroms wird über eine Masseklemme (C) und das Werkstück (D), der andere Pol über den Elektrodenhalter (E) und die Elektrode (F) an der Schweißstelle (G geführt. Beim Schweißvorgang wird das Metall bis zur Schmelze erhitzt.
Beim Elektrodenschweißen dienen die Elektrode und das Werkstück wahlweise als +/- Pol. Per Klemme wird ein Pol mit einem blank liegenden Teil des Werkstücks verbunden, der andere Pol mit dem Elektrodenhalter, mit dem das Elektrodenende an die Schweißstelle geführt wird. Dadurch kommt es zu einem Kurzschluss und es entsteht ein Lichtbogen. Die gebündelte Energie erzeugt mit dem Lichtbogen hohe Temperaturen, die die Werkstücke zum Schmelzen bringt (aufschmelzen des Grundwerkstoffes und gleichzeitiges abschmelzen der Elektrode). Nach dem Erkalten sind die Werkstücke fest miteinander verbunden.

Zum Elektrodenschweißen benötigen Sie ein Schweißgerät, das den Wechselstrom des Netzes (hohe Spannung und niedrige Stromstärke) in einen Gleichstrom mit niedriger Spannung und hoher Stromstärke umwandelt. Hierfür stehen Ihnen Schweißtransformatoren oder Inverter zu Verfügung. Klassische und kostengünstige Trafos sind in der Praxis etwas groß und unhandlich. Teurer, aber klein, leicht und handlich sind dagegen sogenannte Inverter, in denen der Strom elektronisch gesteuert bereit gestellt wird. Das erzeugt einen besonders gleichmäßigen Lichtbogen.

Die zum Schweißen verwendeten Schweißelektroden sind „Metallstäbe“ mit einer Umhüllung. Die Umhüllung der Elektrode hat dabei folgende Aufgaben: Beim Schweißvorgang bilden sich Gase, die den Lichtbogen stabilisieren, eine Oxidation der Schweißnaht verhindern und der Blasenwirkung entgegenwirken. Außerdem bildet sich eine Schlacke, welche die Oberflächenspannung des Werkstoffs reduziert, Verunreinigungen bindet und eine gleichmäßige Abkühlung unterstützt. Sogenannte Rutil-Elektroden sind am gebräuchlichsten und am Buchstaben R auf der Packung erkennbar. Sie sind leicht zu entzünden, brennen sorgfältig ab und vereinfachen das problemlose Abklopfen der Schlacke.
3. Grundlagen Schutzgasschweißen (MIG/MAG)

Ein weiteres Schmelzschweißverfahren ist das Schutzgasschweißen (Metall-Inertgasschweißen = MIG-Schweißen oder Metall-Aktivgasschweißen = MAG-Schweißen): Durch einen konzentrierten sichtbaren Lichtbogen erzielen Sie zum einen eine hohe Abschmelzleistung. Zum anderen kommen Gase zum Einsatz, die den Lichtbogen, die Verbindungsstelle sowie die Naht vor der Umgebungsluft schützen – deswegen auch „Schutzgas“-Schweißen. Als Gas werden zum Beispiel Gemische aus Argon und Kohlendioxid verwendet (Gemisch je nach Werkstoff und Schweißaufgabe). Dieses Schweißverfahren ist sehr vielseitig und Sie können sowohl dünne Bleche ab rund 0,5 Millimeter Dicke als auch starkes Material, Stäbe und Rohre sicher und stabil miteinander verschweißen.
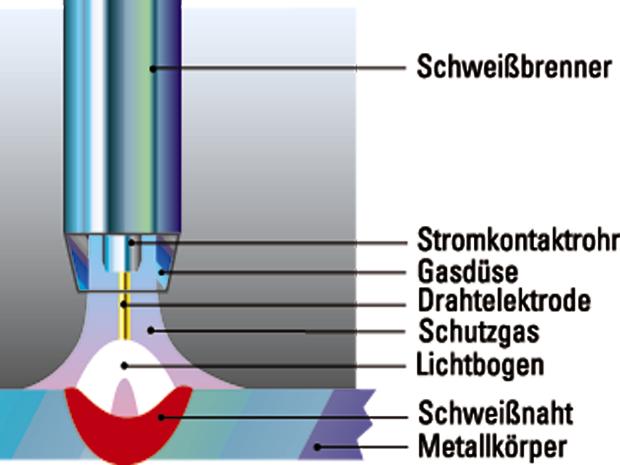
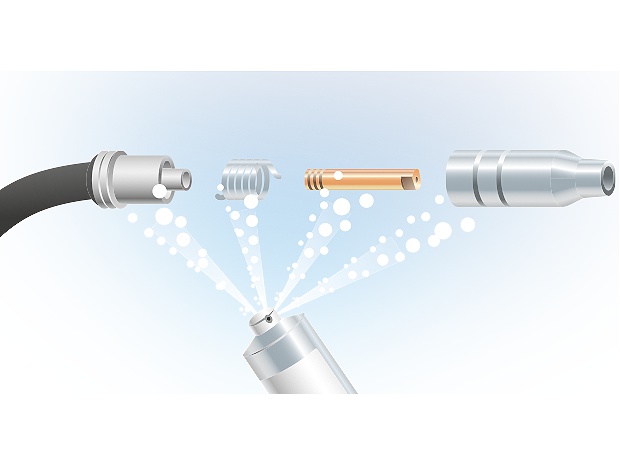
Für das spezielle MAG-Schweißgerät benötigen Sie einen Gas- und einen Netzanschluss: Ein Schlauchpaket führt das Gas zusammen mit der Drahtelektrode dem Brenner zu. Dort sorgt eine aufgesteckte Düse für gleichmäßigen Gasfluss (linkes Bild), wobei Sie die Gasmenge direkt am Druckventil regulieren. Die Gaszufuhr und den Elektrodennachschub starten Sie mit einem Schalter an der Pistole. Der im Schweißgerät bereitgestellte Strom gelangt zum Brenner sowie zur Masseelektrode. Durch den Strom schmilzt nun der Schweißdraht tröpfchenweise ab und erreicht die Schweißstelle. Starten Sie zunächst mit einer mittleren Einstellung von Gaszufuhr und Elektrodennachschub.

Haltbare und qualitativ gute Schweißverbindungen sind vom kontinuierlichen Gasfluss, vom Schweißstrom sowie von der Vorschubgeschwindigkeit der Drahtelektrode abhängig. Ermitteln Sie die richtige Einstellung einfach durch einige Schweißnaht-Tests. Damit der Schweißdraht gut nachschiebt, führen Sie das Schlauchpaket gerade und halten den Brenner leicht schräg.
4. Grundlagen Arbeitstechnik

Vor Beginn der Arbeit befreien Sie die Werkstücke gründlich von Rost und Farbe und schleifen Sie sie blank. Legen Sie anschließend die zu verschweißenden Teile zusammen (falls nötig mit Grippzange oder Schraubzwinge fixieren) und befestigen Sie das Massekabel an einer blanken Stelle des Werkstücks. Verschweißen Sie zunächst die Nähte nur mit Punkten – so können Sie die Lage der Teile gegebenenfalls noch korrigieren und dennoch verhindern Sie mit dem punktuellen Fixieren, dass sich das Material durch die Hitze des Lichtbogens verzieht. Nachdem Sie anschließend die Schweißpunkte von Schlacke befreit haben, schweißen Sie die Nähte erst durch.


Beachten Sie: Entlang der Schweißnaht entsteht Schlacke (linkes Bild), die Sie abklopfen oder abschleifen müssen. Wenn die Schweißnaht nach Entfernen der Schlacke nur leicht erhaben ist, haben Sie den optimalen Schweißstrom gewählt. Wenn Sie diese abschließend mit einer Schruppscheibe bearbeiten, erscheint das blanke Metall.


Schweißstrom zu schwach beziehungsweise zu stark: Liegt die Naht nur auf der Oberfläche des Werkstücks ist die Verbindung der Materialien nicht stark genug. Das bedeutet, Sie haben einen zu schwachem Schweißstrom gewählt (linkes Bild). Zu hoher Schweißstrom führt dazu, dass zu viel Material aus dem Werkstück aufgeschmolzen wird (rechtes Bild). Dünnere Werkstücke können dabei sogar durchbrennen.
 Vergrösserung aufrufen
Vergrösserung aufrufen
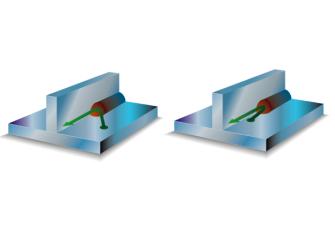
Halten Sie beim Zünden das Schweißgerät nicht irgendwo auf das Werkstück, sondern immer im Bereich der späteren Schweißnaht. So vermeiden Sie Risse und Bindefehler und die Schweißnaht wird gleichmäßiger (links falsch, rechts richtig).
Halten Sie beim Zünden die Elektrode nicht irgendwo auf das Werkstück, sondern immer im Bereich der späteren Schweißnaht. So vermeiden Sie Risse und Bindefehler und die Schweißnaht wird gleichmäßiger (links falsch, rechts richtig).
Beachten Sie: Bevor Sie am eigentlichen Werkstück arbeiten, sammeln Sie zunächst an Rest- oder Probestücken einige Erfahrungen.

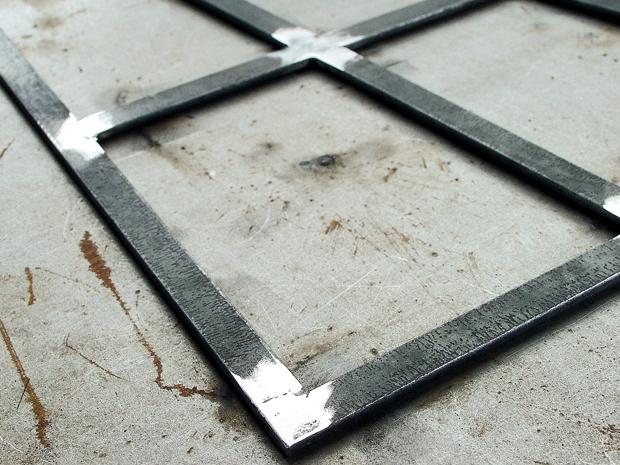
Beim Schutzgas-Schweißen sind haltbare Schweißverbindungen das Ergebnis von richtigem Gasfluss, Schweißstrom und der Vorschubgeschwindigkeit der Drahtelektrode. Richtgrößen finden Sie in der Anleitung des Gerätes. Aber ob die Parameter im individuellen Fall stimmen (im Bild sind die Werkstücke beispielsweise fast übergangslos und fest miteinander verbunden), können Sie nur am Aussehen der Schweißverbindung ablesen.
MIG/MAG-Schweißen: So geht's
-


Ob Eck- oder Flachverbindungen, nach der Reinigung und dem Blankschleifen werden die Werkstücke zunächst nur gepunktet.
-


Nach der Fixierung mit Punkten können Sie die Werkstücke gegebenenfalls ausrichten – erst dann durchschweißen.
-


Nach der groben und feinen Nachbearbeitung („schruppen“ und „schlichten“) ist kaum noch ein Übergang im Material erkennbar.
-
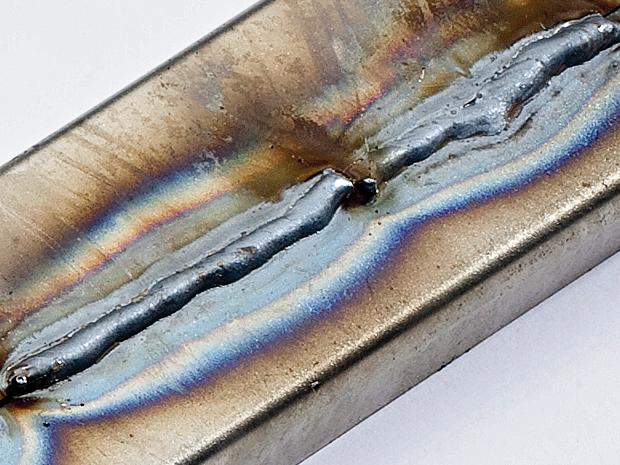

Bei diesem Versuch mit dem MAG-Schweißgerät ist die Naht zu hoch geformt und wenig stabil: Der Strom war zu gering.
-
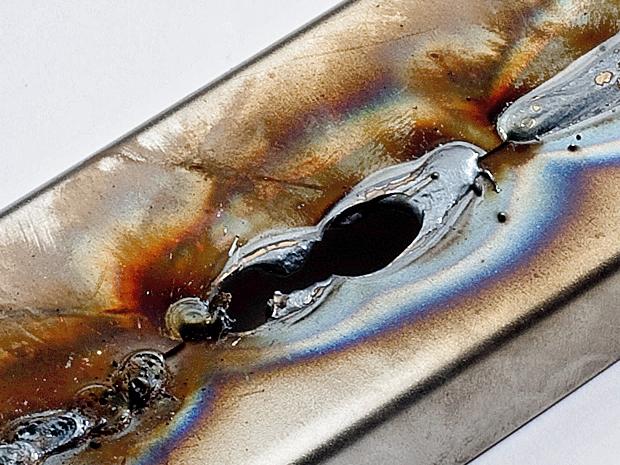

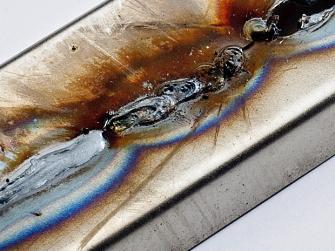
Wenn der Strom des MAG-Schweißgeräts dagegen zu stark eingestellt ist, sind deutliche Brandspuren erkennbar oder das Material ist sogar durchgebrannt.
-
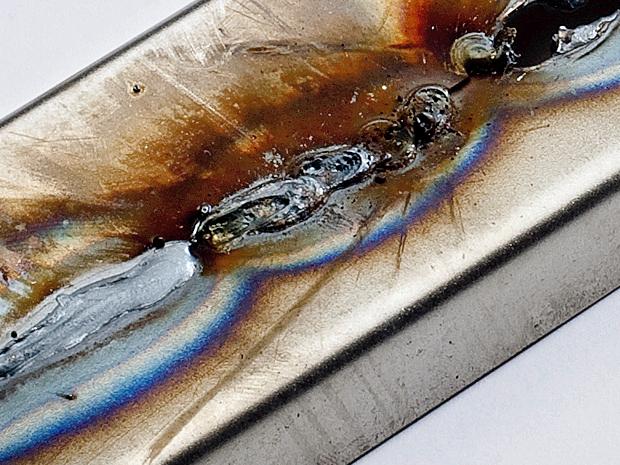
Bei unregelmäßiger Naht, Brandspuren und starken Spritzern war die Gaszufuhr beim MAG-Schweißgerät zu gering eingestellt.
-


Auch der Drahtvorschub beim MAG-Schweißgerät muss genau eingestellt werden: Hier war die Vorschub zu gering und es zeigen sich Schmauchspuren.
-


Auch zu hoher Drahtvorschub führt zu schlechten Schweißergebnissen: Das Material hat starke Brandspuren und Spritzer anstelle einer schönen Schweißnaht.



















